6種3D打印技術增材製造(Additive Manufacturing,AM)又叫3D打印,涵蓋了一系列技術,這些技術採用逐層構建零部件的方法從虛擬的3D模型逐漸構造出實體的零部件。我們列出其中常見的。
1.材料擠出-FDM

基於材料擠出(Material Extrusion)的增材製造技術,其中最常見的方法是熔融沉積成型(Fused Deposition Modeling, FDM),是通過加熱噴嘴,將推入的細絲(通常是聚合物)融化,然後沿著預定路徑層層堆疊,細絲冷卻固化成物體。 要理解這個工作原理,最簡單的方法是將它視為由電腦控制的熱熔膠槍。常見使用標準材料的台式FDM 3D打印機有單噴嘴和雙噴嘴,噴嘴的最高溫度在270°C左右,更專業的機器噴嘴溫度可以達到500°C。單噴嘴的3D打印機無論主體還是支撐通常都只用一種材料,而雙噴嘴的3D打印機可以一個噴嘴打印模型 主要材料(例如PLA),另一個噴嘴打印水溶性支撐材料,放在溫水中24小時內融化(圖1-1)(圖1-2)。
圖1-1 基於FDM的增材製造系統

圖1-2 由雙噴嘴打印的3D模型(灰色是PLA材料,米色是PVA材料)
現在市面上有好多FDM 3D打印機可以使用復合材料進行打印,包括連續碳纖維復合材料、短切纖維(碳纖維、凱夫拉纖維和玻璃纖維等)復合材料。這些使用的線材要麼是聚合物與短切復合填充材料混合,要麼是將聚合物與連續纖維絲共同擠出。
使用金屬材料的FDM 3D打印機也已經出現。由填充有金屬粉末(通常金屬粉末含量約為80%)的聚合物組成的線材被擠出後,形成復合金屬/聚合物零件(生胚件)。生胚件在爐中燃燒掉聚合物並將金屬粉末融合/燒結在一起生產金屬零件。零件在燒結時最多會收縮20%的體積,因此需要特別考慮零件的設計,以實現均勻可控的收縮(圖1-3)。

圖1-3 桌面金屬材料擠出系統輕鬆移除的支撐材料(由Desktop Metal提供)
FDM的挑戰之一是它生產的零件通常存在各向異性(比其他3D打印技術更明顯),零件在豎直Z方向上的強度比在水平方向(X和Y)上差一些。因此,通常來說,對於將在壓縮狀態下使用的零件而言,FDM是一種合適的快速製作工藝,而對於在拉伸狀態下的零件則不太使用,因為材料在使用中可能會斷裂分層。值得注意的是,FDM技術正在不斷改進,隨著新機器的上市,這一問題正在逐漸改善。
在某些應用中,FDM技術打印出的零件,表面質量也可能是一個問題。3D模型平緩傾斜的表面有相當明顯的“階梯”效應。注意,“階梯”效應適用於所有增材製造技術,但在FDM技術中最明顯(圖1-4)。

圖1-4 材料擠出FDM的階梯效應
材料擠出FDM的典型應用:
(1)原型件製作
1)在大多數應用中打印的零件需要大量的後處理才能得到精細的模型,後期可打磨、噴漆等
2)低成本的台式FDM 3D打印機特別適合快速測試創意
(2)用於生產
1)夾具和固定裝置
2)零件在打印Z方向上不受拉力的應用
3)當特定聚合物無法使用其他技術成型時
4)對表面質量要求不高以及不易受各向異性影響的應用
材料擠出的優點和缺點
| 優點 | 缺點 |
| 最經濟實惠的機器,尤其是越來越多廠家發佈性價比更高的FDM 3D打印機 | 最容易出現各向異性的工藝。尤其是Z方向上的強度明顯偏低 |
| 可以使用標準工程熱塑性塑料 | 打印出的零件表面質量會有層紋 |
| 適用於台式3D打印機的低成本材料 | 懸垂結構需要支撐材料 |
| 機器容易操作 | 可能具有難以去除的支撐材料(除非是可溶性材料) |
材料擠出可使用的材料
| 標準材料 | 特殊材料 |
| PLA/PLA Pro | 黏土填充聚合物 |
| ABS/ASA | 磚填充聚合物 |
| 尼龍Nylon | 木粉填充聚合物 |
| PC/聚碳酸酯 | 金屬填充聚合物 |
| TPU軟性/TPE彈性 | 混凝土(3D打印建築) |
| PPSF/PPSU | 朱古力 |
| PET/PETG | 聚氨酯泡沫 |
| 金屬填充的聚合物線材(青銅、鋼、不鏽鋼、銅、合金及其他) | 硅樹脂 |
| PEEK/PEKK | 環氧樹脂 |
| 生物材料 | |
| HPA/PCL |
2.立體光固化-SLA
立體光固化SLA(Stereo Lithography Appearance)使用一束紫外線激光來固化模型中每個切片的樹脂層,被光束照射的樹脂表面就會硬化。然後,成型平台下降或上升(取決於機器類型)0.1mm(假如打印層厚是0.1mm),新的樹脂層鋪展在前一層的頂部,接著開始對零件的下一個切片進行紫外線光束掃描,在固化當前層的同時也將其黏結到前一層。重複改過程,直到完成零件。SLA可以製造高分辨率的類塑料零件。
應當注意,SLA需要用支撐材料支撐零件中所有的懸垂部分。在零件打印完成後,需要手動去除支撐材料,然後將零件放入紫外線烘箱中進行後固化處理,從而使材料完全硬化(圖2-1)。
圖2-1 SLA增材製造系統
SLA的典型應用包括:
(1)原型件製作
1)由於細節和表面質量較高,大多數應用於精細原型件製作,後期可噴漆、電鍍等
2)低成本的台式SLA 3D打印機特別適合快速測試創意
(2)用於生產
1)不會長時間暴露在紫外線下的產品,如助聽器
2)熔模鑄造的模型
SLA的優點和缺點
| 優點 | 缺點 |
| 具有最佳表面質量的增材製造技術 | 材料特性會隨時間變化 |
| 可以製造半透明和全透明的零件 | 在從機器中取出零件和進行後處理時,樹脂不易操作且對人體有害 |
| 懸垂結構需要支撐材料 |
SLA的材料
| 標準材料 |
| 多種顏色紫外線固化光敏樹脂 |
| 多種陶瓷填充光敏樹脂 |
3、4、5. 粉末床熔融-MJF、SLS、SLM
粉末床熔融(Powder Bed Fusion)技術其中包括惠普專有技術MJF(Multi Jet Fusion)、選擇性激光燒結SLS(Selective Laser Sintering)、選擇性激光熔融SLM(Selective Laser Melting)。
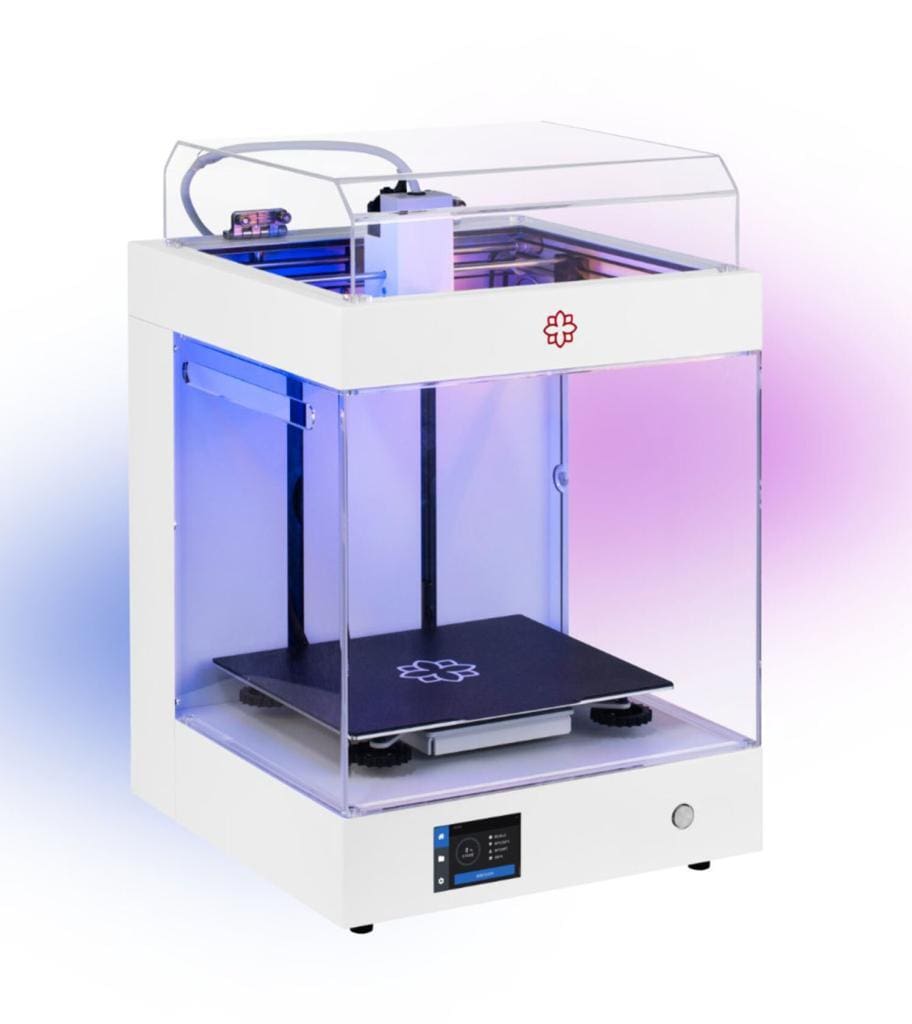
1)MJF的工作原理是通過粘合劑噴射到聚合物粉末顆粒(通常是尼龍)的薄層上,然後使用紅外線(Infrared Ray)熱源對其進行燒結來構建零件(圖3-1)。

圖3-1 MJF多噴嘴熔融增材製造系統
2)SLS和SLM的工作原理是在成型平台上鋪展一薄層粉末狀的材料,接著使用激光掃描零件的切片,被激光掃描過的粉末將會融化,然後將成型平台下降一層,將下一層粉末鋪展到整個成型平台上,並重複融化過程,既融化當前層,又將其結合到上一層(圖3-2)。
圖3-2 SLS和SLM增材製造系統
這些基於粉末的技術發展得越來越好,能夠生產全強度零件,並且在X、Y和Z方向都展示出相對較好的各向同性。Z方向可能存在一些各向異性,但如果針對3D打印工藝的零件設計得很好,則後處理可以將各向異性最小化或消除。
MJF和SLS可以使用多種聚合物。典型的聚合物包括一系列聚酰胺塑料(尼龍)和添加各種填充材料(包括玻璃、碳纖維和鋁)的尼龍,以及PEEK之類的高溫聚合物。如果針對3D打印工藝設計得很好,那麼塑料零件將表現出與注塑成型零件相似的性能,並且具有製作活動鉸鏈並將零件固定在一起的能力。直接從機器中取出來的零件,表面質量類似啞光塑料,在輕微傾斜或彎曲的零件上可以看到一些“階梯”效果。
SLM可以使用的金屬,包括不鏽鋼、鋁、鈦、鈷鉻合金和馬氏體時效鋼(工具鋼)等。金屬零件的表面質量和強度一般都與鑄件相當,沒有任何空隙、氣泡或其他缺陷。與任何鑄造零件一樣,金屬零件需要在CNC機床上進行後處理加工才能得到完全光滑或拋光的表面。
粉末床熔融技術的典型應用包括:
(1)原型件製作 從展示到功能原型的大多數應用
(2)用於生產
1)聚合物和金屬的粉末床熔融是生產工業零件的最常用技術
2)聚苯乙烯材料也用於生產熔模鑄造的模型
粉末床熔融的優點和缺點
| 優點 | 缺點 |
| 從材料的角度來看,這是成本最低的生產技術之一 | 金屬粉末床熔融工藝需要用於傳熱的支撐材料,並且在後處理中可能需要大量的精力將其去除 |
| 生產堅固耐用的零件 | |
| 聚合物粉末床熔融不需要支撐材料 |
粉末床熔融的材料
| 聚合物材料 | 金屬材料 |
| 尼龍PA11、PA12、PA6 | 不鏽鋼 |
| 玻璃纖維增強尼龍 | 馬氏體時效鋼(工具鋼) |
| 耐熱尼龍 | 鈦 64 |
| 類聚丙烯(PS)尼龍 | 鋁 |
| 鋁增強尼龍 | 鎢 |
| 碳纖維增強尼龍 | 鎳基超合金 |
| 聚醚醚酮(PEEK) | 銅 |
| 貴金屬,如黃金 |
6.三維印刷-3DP
三維印刷成型技術(3DP)是出現很早的一種3D打印技術,也被稱為粘結劑噴射(Binder Jetting)。它是通過噴嘴噴出粘結劑將材料融合在一起。3DP工作原理和SLS很類似,只不過SLS用的是激光器,3DP用的是粘結劑。3DP成型技術工作原理是噴嘴在計算機的控制下,按照截面輪廓的信息,在鋪好的一層粉末材料上,有選擇性地噴射粘結劑,將部分粉末粘結,形成截面層。一層完成後,工作台下降一個層厚,如此重複形成三維製件。粘結得到的製件要置於加熱爐中,作進一步的固化或燒結,以提高黏結強度。
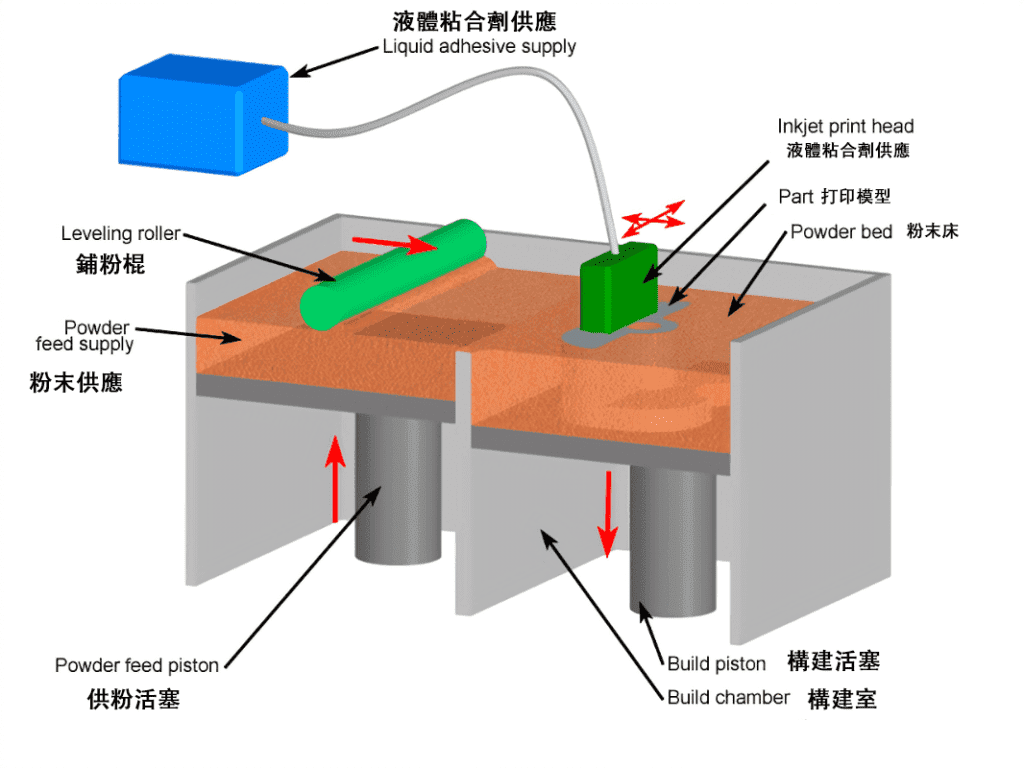
3DP增材製造系統
3DP的典型應用包括:
(1)原型製作
1)全彩色外觀樣件
2)鑄造模樣打印
(2)用於生產
1)某些條件下可生產毛坯零件,借助後期加工得到工業產品。如粘結金屬粉末後期燒結並滲入金屬液得到可使用零件
2)直接打印砂型、砂芯
3DP的優點和缺點
| 優點 | 缺點 |
| 成型速度快(上千個噴嘴)、價格實惠 | 產品力學性能差,通常用做樣品展示 |
| 打印尺寸大、打印過程無需支撐材料 | |
3DP的材料
| 砂(硅砂、陶粒砂、寶珠砂) |
| 塑料(PMMA)、PA12、PP、TPU |
| 陶瓷(SiC、AlO2、TiO2、ZrO2) |