6 kinds of 3D printing technology Additive Manufacturing (AM), also known as 3D printing, covers a range of technologies that gradually build physical parts from virtual 3D models by building them layer by layer. We list the common ones.
1. Material extrusion -FDM

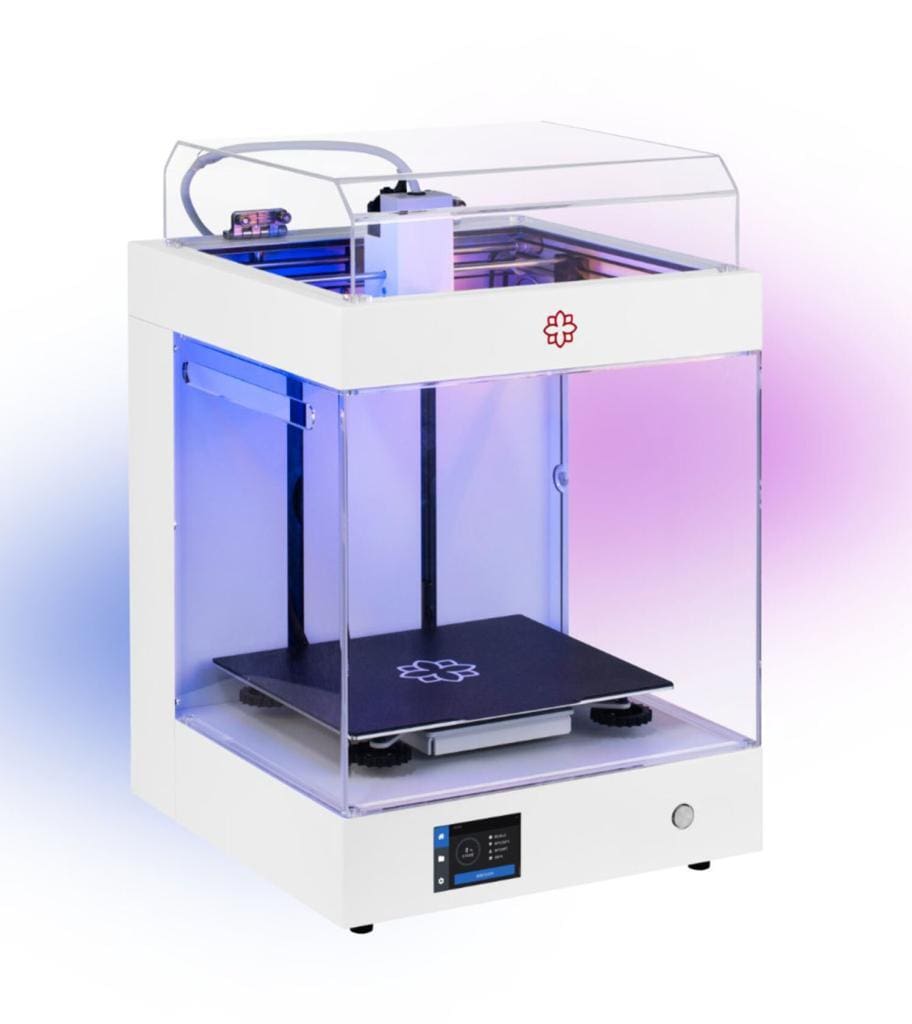
The most common additive Modeling technology based on Material Extrusion is Fused Deposition Modeling (FDM), which is pushed in by heating the nozzlefilament(usually a polymer) melts and then stacks up along a predetermined path, where the filaments cool and solidify into an object. The easiest way to understand how this works is to think of it as a computer-controlled hot glue gun. Common desktop FDM 3D printers using standard materials are available with single and double nozzles, with nozzles reaching a maximum temperature of around 270°C, and more professional machine nozzles that can reach 500°C. Single-nozzle 3D printers usually use only one material for both body and support, while dual-nozzle 3D printers can print the main material of the model with a single nozzle (e.gPLA), another nozzle printWater-soluble support material, Put in warm water for 24 hours to melt (Picture 1-1) (Picture 1-2).
Picture 1-1 Additive manufacturing system based on FDM

Picture 1-2 3D model printed by dual nozzles (grey is PLA material, beige is PVA material)
There are a number of FDM 3D printers on the market that can print using composite materials, including continuous carbon fiber composite, short fiber (carbon fiber, Kevlar fiber, glass fiber, etc.) composite materials. These use wires that are either polymer mixed with a short-cut composite filler material or extruded with a continuous filament.
FDM 3D printers using metal materials have also appeared. A wire consisting of a polymer filled with metal powder (usually about 80% metal powder) is extruded to form a composite metal/polymer part (embryo piece). The embryonic parts burn off the polymer in the furnace and fuse/sinter the metal powders together to produce metal parts. Parts shrink by up to 20% of their volume during sintering, so special consideration needs to be given to the design of the part to achieve uniform and controlled shrinkage (Picture 1-3).

Picture 1-3 Support material easily removed by Desktop Metal extrusion system (provided by Desktop Metal)
One of the challenges with FDM is that the parts it produces are often anisotropic (more so than other 3D printing techniques), and the strength of the parts in the vertical Z direction is less than that in the horizontal direction (X and Y). Therefore, in general, FDM is a suitable fast fabrication process for parts that will be used in the compression state, and less so for parts in the tensile state, where the material may break and delaminate during use. It is important to note that FDM technology is improving and the problem is improving as new machines come to market.
In some applications, surface quality may also be an issue for parts printed by FDM technology. The gently sloping surfaces of the 3D models have quite a "ladder" effect. Note that the "ladder" effect applies to all additive manufacturing techniques, but is most pronounced in FDM techniques (Picture 1-4).

Picture 1-4 Step effect of extruded FDM
Typical application of material extrusion FDM:
(1) Prototype production
1) In most applications, the printed parts need a lot of post-processing to get a fine model, which can be polished, painted and so on
2) Low-cost desktop FDM 3D printers are especially good for quickly testing ideas
(2) For production
1) Fixture and fixing device
2) The application of parts in printing Z direction without tension
3) When a particular polymer cannot be formed using other techniques
4) Applications that require less surface quality and are not easily affected by anisotropy
Advantages and disadvantages of material extrusion
| Advantage | Weakness |
| The most affordable machines, especially more and more manufacturers release more cost-effective FDM 3D printers | The process most prone to anisotropy. In particular, the intensity in the Z direction is significantly lower |
| Standard engineering thermoplastics can be used | The surface quality of the printed part will be laminated |
| Low cost materials suitable for desktop 3D printers | Overhanging structures require supporting materials |
| Easy operation of the machine | May have support material that is difficult to remove (unless soluble) |
Materials extrude usable materials
| standard material | special materials |
| PLA/PLA Pro | Clay filled polymer |
| ABS/ASA | Brick filled polymer |
| Nylon | Wood meal filled polymer |
| PC/ polycarbonate | Metal-filled polymer |
| TPU softness /TPE elasticity | Concrete (3D Printed Building) |
| PPSF/PPSU | chocolate |
| PET/PETG | polyurethane foam |
| Metal-filled polymer wires (bronze, steel, stainless steel, copper, alloys and others) | silicon resin |
| PEEK/PEKK | epoxy resin |
| biological materials | |
| HPA/PCL |
2.Stereo Lithography Appearance -SLA
SLA (Stereo Lithography Appearance) uses an ultraviolet laser to solidify the resin layer in each slice of the model; the surface of the resin illuminated by the beam hardens. The forming platform is then lowered or raised (depending on the type of machine) by 0.1mm (if the printing layer is 0.1mm thick), a new resin layer is spread on top of the previous layer, and the next slice of the part is scanned by an ultraviolet beam, solidifying the current layer and bonding it to the previous layer. Repeat the modification process until the part is complete. SLA can make high resolution plastic-like parts.
It should be noted that the SLA requires supporting materials to support all overhangs in the part. After the part is printed, the supporting material is removed manually, and then the part is placed in a UV oven for post curing to harden the material completely (Picture 2-1).
Picture 2-1 SLA additive manufacturing system
Typical applications of SLA include:
(1) Prototype production
1) Due to the high details and surface quality, most of them are used in the production of fine prototype parts, later can be painted, electroplating, etc
2) Low-cost desktop SLA 3D printers are especially good for quickly testing ideas
(2) For production
1) Products that are not exposed to UV for a long time, such as hearing AIDS
2) Investment casting model
SLA advantage and weakness
| Advantage | Weakness |
| Additive manufacturing technology with optimal surface quality | Material properties change over time |
| Translucent and transparent parts can be made | Resin is difficult to handle and harmful to human body when parts are removed from the machine and post-processed |
| Overhanging structures require supporting materials |
SLA materials
| standard material |
| Multi-color UV curing photosensitive resin |
| A variety of ceramic filled photosensitive resins |
3, 4, 5 powder bed melting -MJF, SLS, SLM
The Powder Bed Fusion technology includes HP's proprietary technology MJF (Multi Jet Fusion), SLS (Selective Laser Sintering), and SLM (Selective laser Melting).
1) MJF works by spraying an adhesive onto a thin layer of polymer powder particles (usually nylon) and then sinting them using an Infrared Ray heat source to build the part (Picture 3-1).

Picture 3-1 MJF multi-nozzle melt additive manufacturing system
2) SLS and SLM work by spreading a thin layer of powdered material on the forming platform, then using a laser to scan the slice of the part, the laser scanned powder will melt, then the forming platform is lowered one layer, the next layer of powder spread on the whole forming platform, and repeat the melting process, melting the current layer, Combine it with the upper layer (Picture 3-2).
Picture 3-2 SLS and SLM additive manufacturing system
These powder-based technologies are getting better and better at producing full-strength parts that exhibit relatively good isotropy in X, Y, and Z directions. There may be some anisotropy in the Z direction, but post-processing can minimize or eliminate the anisotropy if the part is well designed for the 3D printing process.
MJF and SLS can use a variety of polymers. Typical polymers include a range of polyamide plastics (nylon) and nylon with various fillers including glass, carbon fiber and aluminum, as well as high-temperature polymers such as PEEK. If designed well for the 3D printing process, plastic parts will exhibit similar properties to injection-molded parts and have the ability to make movable hinges and hold the parts together. Parts taken directly from the machine have a surface quality similar to matte plastic, and some "step" effects can be seen on slightly tilted or bent parts.
SLM can be used with metals including stainless steel, aluminum, titanium, cobalt-chromium alloy and maraging steel (tool steel). The surface quality and strength of metal parts are generally comparable to that of castings, without any voidage, bubbles or other defects. As with any cast part, metal parts need to be post-processed on a CNC machine to get a completely smooth or polished surface.
Typical applications of powder bed melting techniques include:
(1) Most applications of prototype production from display to functional prototype
(2) For production
1) Powder bed melting of polymers and metals is the most common technique used to produce industrial parts
2) Polystyrene materials are also used to produce investment casting models
Advantages and weakness of powder bed melting
| Advantage | Weakness |
| From a material point of view, this is one of the lowest-cost production techniques | The metal powder bed melting process requires supporting materials for heat transfer and may require considerable effort to remove them during post-processing |
| Produce strong and durable parts | |
| Polymer powder bed melting does not require supporting materials |
Powder bed molten material
| polymer materials | metal material |
| Nylon PA11, PA12, PA6 | stainless steel |
| Glass fiber reinforced nylon | Maraging steel (tool steel) |
| Heat resistant nylon | Titanium 64 |
| like polypropylene (PS) nylon | aluminum |
| Aluminium reinforced nylon | tungsten |
| Carbon fiber reinforced nylon | Nickel-based superalloy |
| Polyether ether ketone (PEEK) | copper |
| Precious metals, such as gold |
6. 3D printing -3DP
3D printing molding (3DP) is an early 3D printing technology, also known as Binder Jetting. It fuses materials together by spraying a binder from a nozzle. 3DP works much like SLS, except SLS uses lasers and 3DP uses a binder. The working principle of 3DP molding technology is that the nozzle is under the control of the computer, according to the information of the cross-section profile, on the paved layer of powder material, selectively spray the binder, the part of the powder bond, forming the cross-section layer. After a layer is completed, the table is lowered one layer thick and so repeated to form a three-dimensional piece. The bonded parts should be placed in the heating furnace for further curing or sintering to improve the bonding strength.
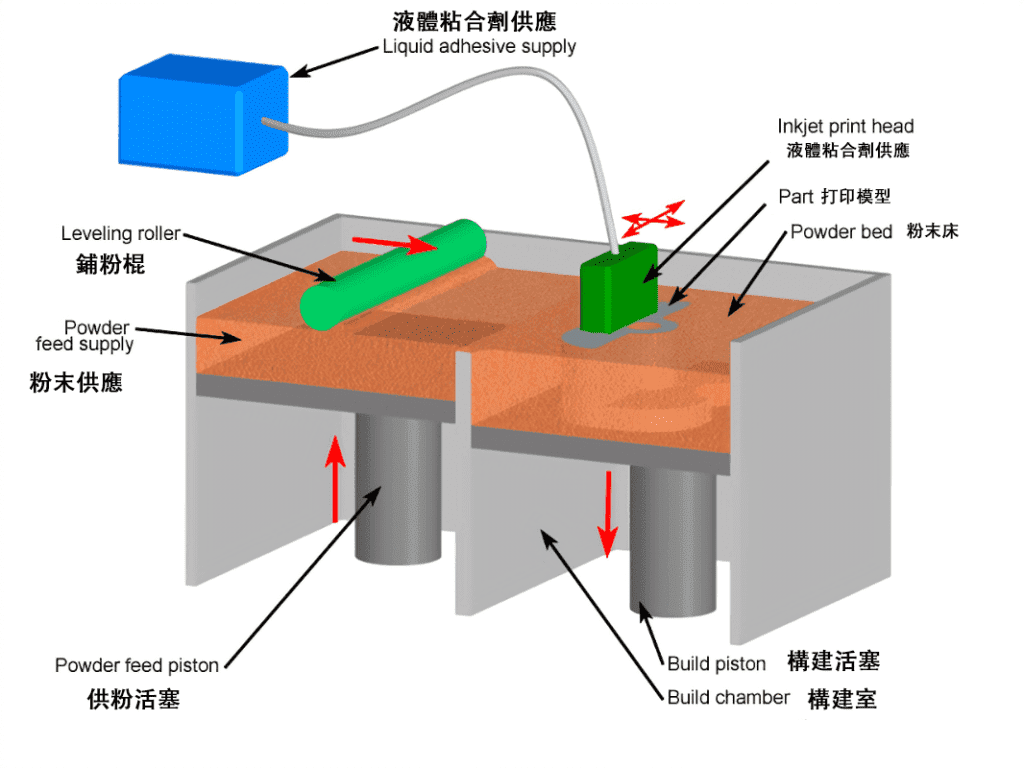
3DP additive manufacturing system
Typical applications of 3DP include:
(1) Prototype production
1) Full color appearance sample
2) Casting pattern printing
(2) For production
1) Blank parts can be produced under certain conditions, and industrial products can be obtained by post-processing. Such as bonded metal powder later sintered and infiltrated into the metal liquid to obtain usable parts
2) Directly print sand type and sand core
Advantages and weakness of 3DP
| Advantage | Weakness |
| Fast forming speed (thousands of nozzles), affordable | The mechanical property of the product is poor, and it is usually used for sample display |
| Large print size, printing process without support materials | |
3DP material
| Sand (silica sand, ceramic sand, pearl sand) |
| Plastics (PMMA), PA12, PP, TPU |
| Ceramics (SiC, AlO2, TiO2, ZrO2) |